
How To Implement Quick Changeover Into Your Med Device Manufacturing Operation
By Darren Dolcemascolo, senior partner and co-founder, EMS Consulting Group

Over the last few editions of Thinking Lean, we have been talking about tools that support continuous flow and pull systems. In this edition, we will cover one of the most important lean tools for medical device manufacturers: quick changeover. Being able to quickly change from the manufacture of one product to the next enables continuous flow and pull systems.
What Is Quick Changeover?
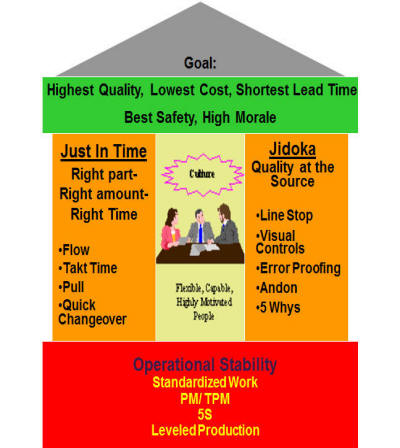
Single Minute Exchange of Die (SMED), or Quick Changeover, is a method developed by industrial engineering consultant Shigeo Shingo to reduce changeover time on machines. Changeover time is defined as the time between the last good part produced from one run and the first good part produced from the next run. SMED is considered a key tool for implementing flow and pull systems within the Toyota Production System, because it both reduces and standardizes setup time. In the Toyota Production System house diagram, it is located in the “Just-In-Time” pillar (Fig. 1).
 Shingo’s time studies proved that his quick changeover methodology will work on any machine. Application of the system reduces setup from hours to minutes. The goal is to utilize this flexibility to create continuous flow and leveled production.
Shingo’s time studies proved that his quick changeover methodology will work on any machine. Application of the system reduces setup from hours to minutes. The goal is to utilize this flexibility to create continuous flow and leveled production.
Shingo broke up the operations that occur during a changeover into four categories. He estimated that 30 percent of a typical changeover consisted of preparation, after-process paperwork, and checking of materials, tools, and other items. This includes gathering all parts and tools needed for the changeover, returning all parts and tools from the previous run to where they belong, machine preparation and cleaning, and any other paperwork or transactional items.
Shingo estimated that only 5 percent of changeover time consisted of changing out parts, such as blades, dies, molds, or other tooling. About 15 percent of a typical changeover consists of the measurements and calibrations necessary to perform a production operation, such as centering, dimensioning, and measuring temperature or pressure. Finally, about 50 percent of changeover time consists of trial runs and adjustments. It has been my experience that, on particularly long changeovers — those taking many hours — trial runs and adjustments exceed 50 percent of changeover time. While not all changeovers are the same, all contain these elements.
Shingo’s SMED system includes three stages:
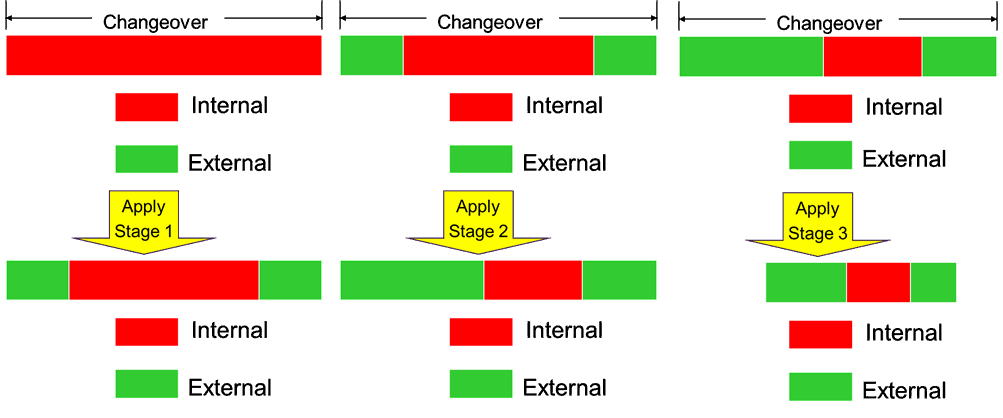
- Stage 1: Separate internal and external setup steps — After detailed observation of the current process’ documentation, classify each step in the changeover. If the machine must be stopped for the step to occur, then we classify the step as internal. Otherwise, the step is external. On the left side of Fig. 2, we see that, before application of Stage 1, the entire changeover is internal; in other words, the machine is down. After applying Stage 1, the total changeover time is the same, but a portion of it has been externalized. Now, many of the steps are done while the machine is making parts.
- Stage 2: Convert internal to external — Examine the true function of internal setup operations, and find ways to externalize those functions where possible. As we’ll see in the next lesson, this sometimes requires modification of tooling and machines. To be successful, you must adopt new perspectives that are not bound by old habits. In the middle of Fig. 2, we see that, as Stage 2 is applied, more of the changeover is external.
- Stage 3: Streamline all aspects of the setup operation, whether internal or external — Perform a detailed analysis of each work element, and then eliminate waste from each step. Again, apply creativity — we need to adopt new paradigms in order to be successful. On the right side of Fig. 2, we see that the entire changeover has now shrunk. In this step, we are reducing the labor required to perform a changeover, as well as machine downtime.
Example: Establishing Quick Changeover Of Injection Molding Machines At A Medical Device Manufacturer
A medical device manufacturer produces plastic products utilizing injection molding machines. The company put together a team to address changeover reduction on its machines. The tools/principles utilized by the team were as follows:
1. SMED. The team streamlined both the internal and external processing steps.
2. The 5-S System. The team followed Sort, Set-in-Order, Shine, Standardize, and Sustain. This system is used to "clear the clouds" and is considered a foundation for many other lean concepts.
3. Standardized Work. The “current condition” for this particular changeover process was as follows:
- Average part-to-part changeover: 60 minutes
- Average number of changeovers/week = 48
The process was videotaped prior to the event, and the kaizen team observed and identified the following items as key issues:
- No pre-staging of tools and materials
- Lots of time spent looking for tools and materials while machines were down
- Items did not have designated storage locations
- Poor communication was identified as the number one changeover/downtime issue.
- People often were looking for other people to find information.
- Machines often sat idle (before and after setup process)
- Pre-staging was impossible, because techs were not aware of the next required changeover.
- Each tech had his or her own way of performing a setup, leading setups to be performed differently each time.
- Lots of waste (walking, wasted motions, etc.) was identified. The team drew a spaghetti diagram to illustrate this issue.
Using the principles of standardized work, 5S, and SMED, the team instituted the following changes:
- The team developed standardized work sheets, which identified each job step, as well as the sequence and time associated with each step. This significantly reduced the variation between setup technicians. Also, the standard work identified work to be done externally (while the machine is running) versus internally.
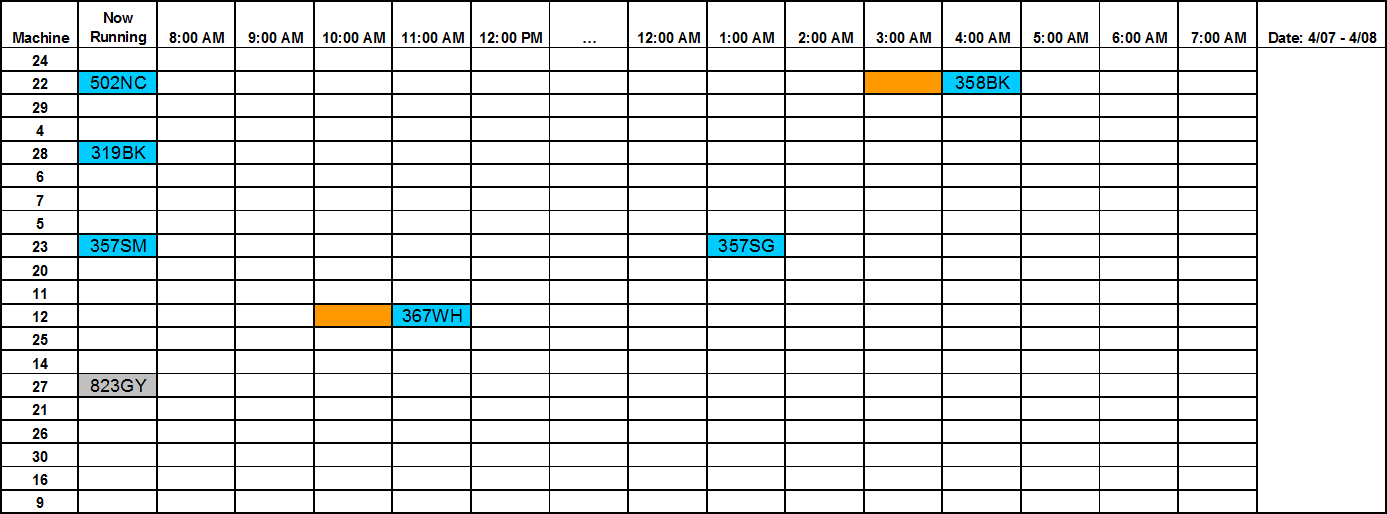
- The team developed a status board (Fig. 3), used to alert technicians of the next changeover to facilitate pre-staging. Orange changeover cards were inserted to indicate setups.
- The team created tool carts (Fig. 4) that included all of the standard tools needed to perform a changeover.
- The team recommended, and later implemented, modifications to molds that further reduced the internal setup time.

Quick changeover, or SMED, generally can be applied to any changeover situation within a factory. By applying this methodology, a medical device manufacturer can be much more responsive to the customer. The ideal state is to provide customers with what they need, when they need it, and in the right quantity. The SMED system for quick changeover is a tool that moves us closer to this ideal state.