
Using Coextrusion To Solve Challenging Medical Design Issues
By Christian Herrild, Teel Plastics, Inc.
Extrusion is the process of forming molten plastic into a finished part. The process involves melting and mixing a thermoplastic material in an extruder. The plastic is then forced through a die at moderate to high pressure to form a continuous shape. The still-molten part is cooled in carefully designed sizing and cooling equipment to control the final shape and tolerances. It is then cut or coiled to form a product.
Coextrusion is the process of forming multiple layers of plastic simultaneously using a single extrusion head, multiple extruders, and specialized tooling. The process of designing tooling and extruding multilayer parts is quite technically challenging, given the number of different considerations that go into coextrusion development. When applied correctly, the process allows you to develop novel solutions and products that cannot be duplicated with monolayer extrusion.
Coextrusion has an important and expanding role in medical device manufacturing. The process enables the manufacture of parts with properties that could not be duplicated with monolayer extrusion. This allows the design of ever more specialized medical devices with improved functionality. Parts can be made with stiff, biocompatible exteriors and lubricious interior surfaces for passing instruments or tooling down. Catheters can be designed with drug-compatible lumens and wear-resistant lumens as part of a multifunction device.
This type of improved design functionality is an important feature of coextruded parts. However, coextrusion can also be used to address common failure modes and improve safety.
 A Difficult Design Dilemma
A Difficult Design Dilemma
Ampoule dispensers are devices designed for single-use release of a medication. They typically consist of a glass ampoule, a protective sheath, and a dispensing system. The biggest advantage of ampoules is their ability to provide a very long shelf life for the product. They are used by breaking the ampoule, or “activating” the device, by applying force to the sides of the protective sheath, and then holding the device so the liquid from the ampoule is transferred to the dispensing system. The amount of pressure required to break the ampoule is called the activation force. Activation force is a highly recognized characteristic of the devices, and end users like to have it be as low as possible. Once activated, the user can apply the product and discard the device.
Ampoules do an excellent job of protecting their contents from contamination and degradation caused by oxygen or solvent evaporation. However, activating the device necessarily creates broken glass. The glass can potentially puncture the side of the protective sheath and cause cuts to the hand and fingers of the user.
Properly designing the sheath is a requirement to minimize the chance of cut and puncture incidents while maintaining device functionality. The material selected must be thin and flexible enough to allow for the activation of the device while still being stiff enough to protect the ampoule prior to activation. Using materials that are too stiff will make the device difficult to use, and making flexible materials too thick can have the same effect. This creates a difficult design dilemma: design a part that is stiff enough to protect a glass ampoule, flexible enough under pressure to allow easy breakage of the ampoule, and highly resistant to having glass pierce through.
Using An Iterative Approach To Identify A Solution
Several different techniques were tried to deal with the puncture issue. An early attempt involved forming a second layer over the first layer of the sheath using a different grade of the same material. The concept was that using some space in the tooling and different melt temperatures would prevent the layers from physically bonding during extrusion. It was somewhat successful. Certain areas were properly unbonded, but in other areas the parts formed one layer. A later iteration fully formed and cooled the first layer and then oversheathed it with a second layer of the same material. The two layers were intimately in contact but not physically bonded. Unfortunately, the parts produced did not pass the forming test at the customer. They were highly prone to cracking during the bottoming process when one end of the tube was sealed to form the sheath. This approach was abandoned after the bottoming failures.
The next approach used a trilayer construction, with a tie layer bonding the inner and outer layers together. The same materials were used for the inner and outer layer as before. The middle layer was a dissimilar material acting as a tie layer to bond the other layers together. The material selected was a thermoplastic polyurethane elastomer (TPU). It was much softer than the inner and outer layer materials but still very cut resistant. Glass puncture is more difficult with totally separate layers because it requires a glass shard to successfully propagate three separate tears in order to get from the inside of the part to the outside. In addition, the softness of the middle layer helped diffuse the concentrated force needed to create a puncture.

The trilayer construction was quite effective. The design successfully passed all customer bottoming tests with nearly equivalent results to monolayer tubes. It reduced the incidence of puncture injuries from glass for the devices. It did increase the force required to activate the device, but not enough to hamper the general usability or comfort for the end user, who may have to activate and use dozens of devices in a day.
Second-Generation Product Development
Unfortunately, the added issue of a user-created failure mode arose after years of market use. Ampoule dispenser users frequently squeeze the device repeatedly when the ampoule liquid is viscous or when the dispenser takes a significant amount of time to wet. This behavior is called “pumping,” and it increases the chance of glass breaking through the protector. Glass shards that do not create punctures on activation can be pushed through when repeatedly applying force. While the failure rate caused by pumping was estimated to be one out of 1 million activated devices, it was still considered too high for the device manufacturer. They turned to us for a new design that would be even more resistant to puncture without significantly increasing the activation force.
The first issue to address was test methods. We did not have any test methods that could accurately measure activation force or puncture resistance. Without repeatable and accurate test data, it would not be possible to determine which designs were verifiable improvements over the current device. Two separate test methods were developed. The first test placed a finished device in a tensile testing machine. The machine arm was moved forward at 1.0 in/min with a continuous force readout. The test continued until the vial broke, and the maximum observed value was recorded. The second test placed a cut section of the protector sleeve in the sample location with a triangular razor blade in the machine arm. Voltage was established between the razor blade and the machine platform. Once the razorblade made contact with the platform, current ran through the test loop and caused an alert to end the test. Again, the machine arm was moved forward at 1.0 in/min with a continuous force readout, and the maximum observed value was recorded. Testing showed the current trilayer part had 18.1 lbs of activation force and 1.71 lbs of puncture resistance. Armed with information, we were ready to develop new iterations of ampoule protectors.
The initial trials to improve the functionality while maintaining the constraints were unsuccessful. Bulk was added to each layer in turn, but any additional bulk increased the activation force without showing a significant improvement in puncture resistance. The puncture resistance scaled at close to a linear rate with changes in the thickness of any of the layers.
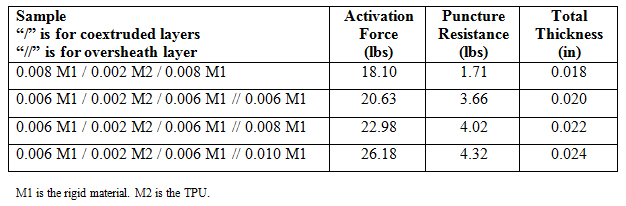
The next attempt went back to the oversheathing concept that had shown promise but failed bottoming. Adding a fourth, unattached layer yielded surprising results in activation force and puncture resistance values. The novel tube construction process involved completely forming the trilayer part and then quickly oversheathing it with an intimately formed but unbonded outer layer. Adding the unbonded outer layer caused the puncture resistance to double while the activation force only increased 10 percent. Further trials were conducted with varying layer thicknesses to establish the pattern. The test data is summarized in the following table.
New Solution Demonstrates Improved Performance
Correct application of coextrusion can help solve specific issues beyond what can be achieved with simple extrusion, and application of additional technologies can create even better next-generation parts. The new protector sheath greatly improved the puncture resistance of the parts. The activation force of the minimum thickness construction was only 13% higher than the trilayer parts while exhibiting more than double the puncture resistance. These developments led to patent US 8,708,196 for Ampoule Protector and Method of Construction Thereof for the novel protector sleeve design Teel developed.
About The Author
Christian Herrild is director of sales and marketing for Teel Plastics, Inc. He is responsible for Teel’s sales and branding efforts in addition to market research. He is a member of Teel’s Technical Advisory Board, where he reviews new technologies for application to Teel products. Christian has an MBA and JD from the University of Wisconsin-Madison with a focus in entrepreneurial management. He also has a strong technical background with degrees in chemistry and mathematics from Marquette University.
About Teel Plastics
Teel Plastics is a customer plastic tubing and profile extruder with three facilities in Baraboo, WI. Teel serves a number of markets, including medical, cosmetic, automotive, and water treatment. Teel has been ISO 9001 certified since 1998 and has an outstanding record of providing custom parts and development services tailored to customer needs. The company is family owned and has more than 50 years of experience innovating in the extrusion market.