
How To Establish Consistent Production Though Lean Standard Work
By Darren Dolcemascolo, senior partner and co-founder, EMS Consulting Group

In the last two articles of our Thinking Lean series, we talked about 5S, a workplace organization system that supports the implementation of continuous flow and pull systems. In this edition, we will cover a foundational tool of lean known as standard work. Without instilling the discipline of standard work, continuous flow and pull systems would not function sustainably.
What is Standard Work?
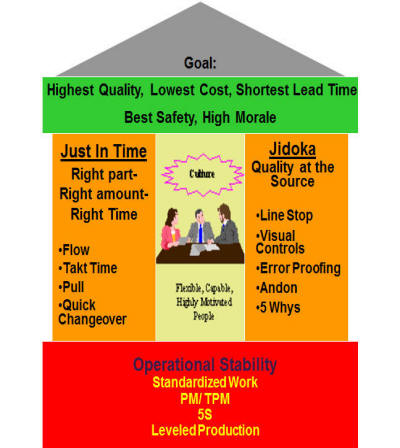 Standard work, sometimes referred to as standardized work, is a repeatable work method utilized to meet process or customer requirements. It is a major component of operational stability. Operational stability is the foundation of the Lean / Toyota Production System model pictured here (also included in the first article in this series).
Standard work, sometimes referred to as standardized work, is a repeatable work method utilized to meet process or customer requirements. It is a major component of operational stability. Operational stability is the foundation of the Lean / Toyota Production System model pictured here (also included in the first article in this series).
Standard work can be used for any repeatable work method; this includes manufacturing processes, material movement, administrative or transactional processes, and even design processes. It consists of four basic elements: People, Methods, Materials (or information, as would be the case for administrative processes), and Equipment. Standardized work tells us the tasks, sequence of tasks, timing of tasks, and the materials and equipment necessary to complete those tasks. Standard work sheets and audit sheets are used for observing, auditing, and improving standardized work.
To create standard work, we need to accomplish the following steps:
- Specify the products or services for which we will develop standard work.
- Calculate the takt time or service level.
- Break down tasks and record times for each task to determine work content.
- Calculate the required number of people to meet demand.
- Determine the required equipment to meet demand.
- Determine Standard Work in Process (SWIP)
- Develop standard work sheets based on the above.
Example: Standard Work For A Medical Device Manufacturer
Let us consider a kaizen team from a medical diagnostic equipment manufacturer as it follows the steps to create standard work; the team currently has a single electro-mechanical device for which it they will develop standard work. The operation is a single-shift operation with 450 minutes of working time (based on an 8-hour shift, with two 15-minute breaks). Given the manufacturer’s historical customer demand and growth rate, the team will plan for a customer demand of 45 diagnostic units per day. The formula for calculating takt time is as follows:
Takt Time = Available Working Time in a Day / Average Demand per Day
Takt time, in this case, would be 450 minutes / 45 units = 10 minutes. Thus, the team must design the standard work to build one unit every 10 minutes.
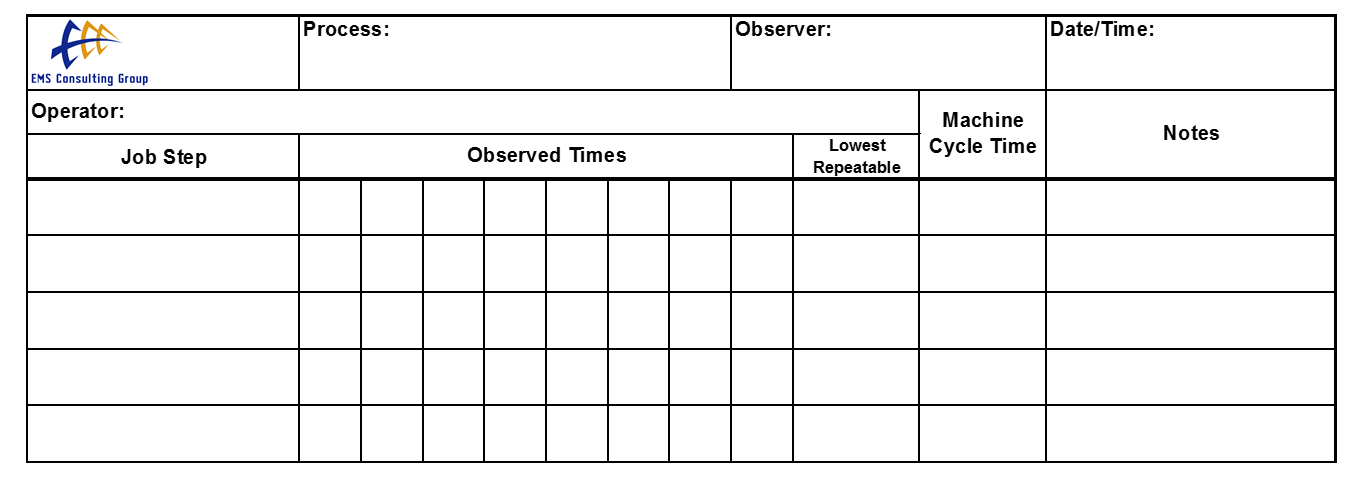
The next step is to identify and time all of the standard processing steps to complete the work using a process study sheet (pictured above). The team records each job step or work element, the time it takes an operator to complete each job step, any machine time associated with the process, and relevant notes.
The following rules apply when using a standard work analysis sheet:
- Time each work element separately.
- Time each work element several times.
- Time an experienced employee who is qualified to perform the job. Be sure to inform the employee that the timing is not intended to measure his or her performance but to identify a reasonable and repeatable working pace.
- Use a reasonable repeatable time; a reasonable repeatable time is a based on a working pace that can be maintained throughout a workday. This time will be adjusted after testing and finalizing the standard work.
- Separate operator work time from machine time.
With the process study sheet completed, and based on the labor time needed to do the work, the team identifies labor needed to meet takt time. The formula is as follows:
Number of Operators = Total Work content / Takt time
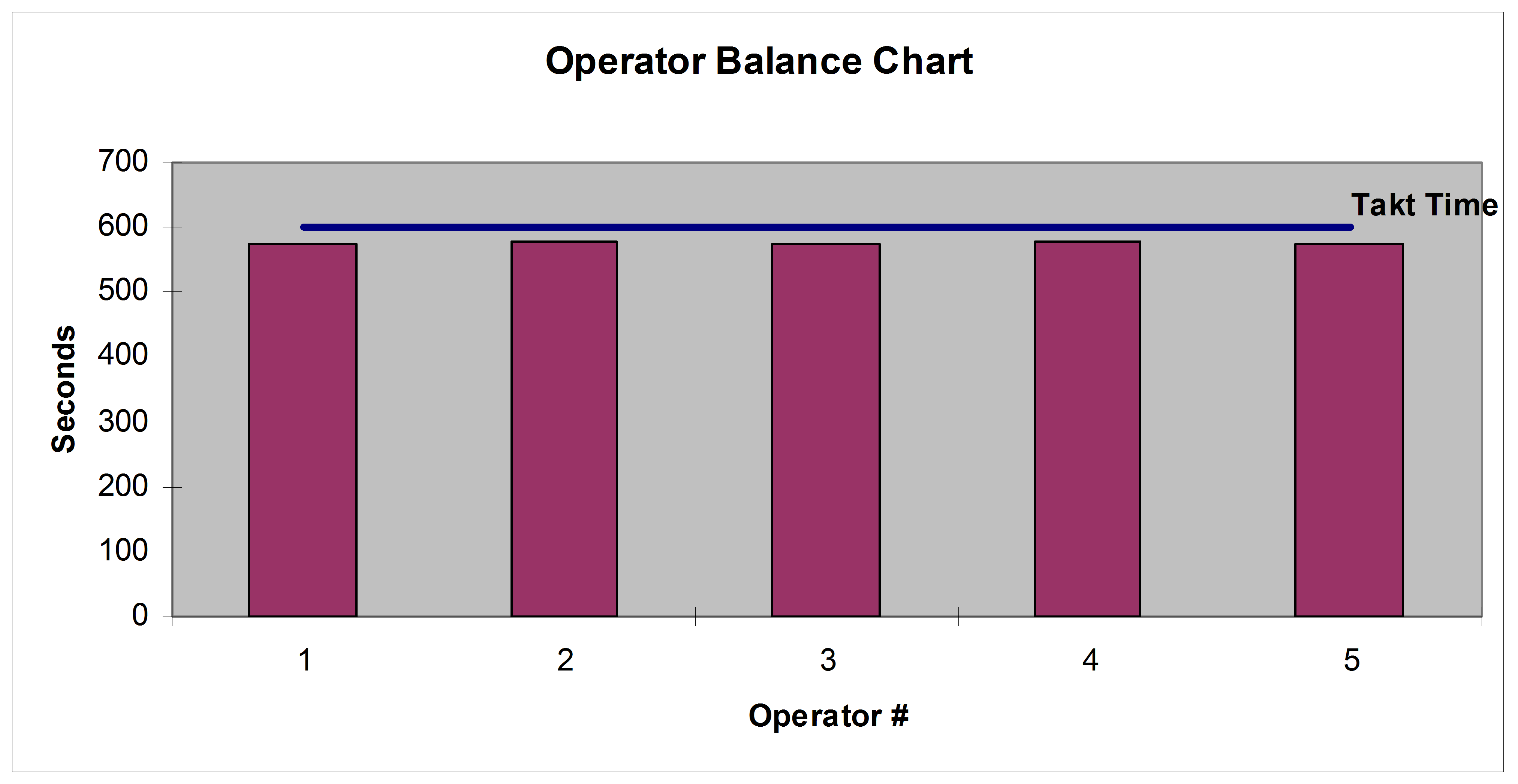
In this case, there are 48 minutes of work content and a takt time of 10 minutes; 48 minutes / 10 minutes = 4.8 or (rounded up) 5 operators. Thus, the team must design the standard work based on 5 operators. This means that they must break the work into 5 separate sets of tasks that each operator can complete within the 10 minute takt time. They can now create an operator balance chart. This is a simple bar chart in which we plot the total time for each operator’s tasks versus takt time.
The next step is to consider machine time. Based on the machine time needed to do the work, the team calculates the effective machine cycle by including three elements:
- The actual cycle time to make one unit
- The time it takes to load a part, start the machine, and unload the part
- Changeover Time/Batch Size (# of units between each changeover)

These three elements are added to together to calculate an effective cycle time. The team then targets the effective cycle time to be, at most, 80 percent of takt time. The 80 percent threshold is used because it allows for flexibility in meeting short-term future growth. If effective machine cycle time exceeds takt time, the team must consider options like adding equipment, reducing load/start/unload time through automation, reducing changeover time, or reducing cycle time of the machine. They can also potentially break the tasks up — that is, take some of the work having an effective cycle time greater than 80 percent of takt time off the machine, and move it to another machine, if feasible.
The kaizen team has the following data:
- 5 minute machine cycle time
- 25 seconds to load the machine, 10 seconds to start the machine, and 25 seconds to unload the machine
- A changeover time of 10 minutes with a batch size of 5 units.

This gives them an effective machine cycle time of 8 minutes, which equals 80 percent of takt time.
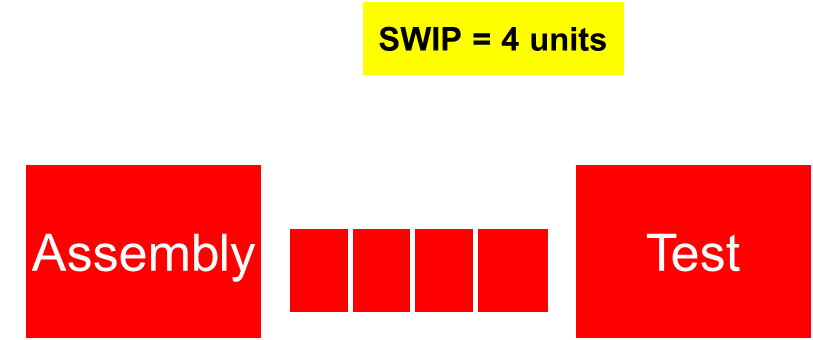
What about work-in-process inventory between operations? In manufacturing, the ideal state is continuous flow, where every operation in a series produces one unit at a time at the same pace (equal to takt time). There would be one piece in between operations in this scenario. In many real-world scenarios, though, this is not possible; there might be variation in machine cycle time from product variation to product variation. Or, there might be one batch process that requires more than one unit and takes longer than takt time to complete. In such cases, we must allow a certain amount of SWIP. If the allotted locations for SWIP become full, the supplying process stops. Because of variation in test cycle times, the team will allow 4 units of SWIP between the assembly and test operations. No more than 4 units will be permitted between the operations.
The team must also account for the process’ incoming materials. How will the materials be delivered to the process? How often will they be delivered? This material handling process must have its own separate standard work, since it will likely service multiple manufacturing areas.

Based on the labor needs, machine needs, material needs, the team created a standard work sheet (pictured above). This sample standard work sheet shows three things:
- The product information and requirements, including takt time
- The layout of the operation, with the tasks shown using numbers and any SWIP
- Each task or work element and its associated manual time, automatic time, and walking time
After testing and implementation, the company implemented regular standard work audits to sustain and continuously improve the work.
Standardized work is a key foundational concept within the lean manufacturing framework. Without it, an organization will not be able to effectively work toward just-in-time processes with built-in quality. To successfully create standard work, we must study the work carefully, test our initial standard work plan, adjust the standard work accordingly and, finally, audit the standard work consistently.