
How To Recognize Effective CAPAs And A Culture Of Quality

By Leo Gelera, Quality Manager, FMI
The FDA can’t physically be at every medical device manufacturing facility every day to ensure the safety and reliability of products. What it can do is enforce a system of continuous self-improvement at each facility — known as Corrective And Preventive Action (CAPA). When OEMs choose an outsourcing partner, they need to trust the effectiveness of the supplier’s CAPA program, and they need to trust that the supplier’s culture sustains quality each and every day, for every device.
Our previous article on medical device supplier quality covered how to ensure your supplier is on track to meet ISO deadlines and how suppliers incorporate risk management in a quality system. In this second article, you will learn to recognize the effectiveness of a supplier’s investigational skills, a key to the success of a CAPA. Plus, we’ll provide insider tips on how to recognize if a supplier’s culture supports sustainable quality.
FDA SIGNALS THE IMPORTANCE OF CAPA PROGRAM
The fact that the FDA delivers more observations and warning letters for noncompliance with CAPA systems than any other reason underscores the importance of CAPAs to the FDA. In 2016, nearly 50 percent of actions by the FDA were CAPA-related.
For an OEM, a strong CAPA system at the supplier means more than just regulatory compliance and avoidance of FDA consequences. It means the supplier takes each instance of nonconformity (or other quality issue) seriously enough to root out the causes and strengthen the quality system.
YOU CAN’T FOOL YOUR CAPA SYSTEM
At a very basic level, a CAPA requires the supplier to identify the nonconformity, determine the root cause through analysis, and create and implement an action plan to fix the issue.
One of the most challenging aspects of a CAPA is correctly identifying the causes of nonconformity.
CAPA systems vary in their effectiveness. The truth is a CAPA can be completed without much effort. However, a lack of a rigorous investigation into the causes makes a recurrence more likely. Experienced quality managers know you can’t fool your CAPA system. If you don’t adequately identify the true root causes of a problem, the corrective measures are a waste of time.
So, what does it take to develop an effective CAPA system?
Let’s consider a common scenario where a CAPA is initiated when a customer reports receipt of a defective part from the supplier. One example of a defect is a part with a scratch on it. The report of a defect triggers the supplier to open an internal CAPA, investigate what happened, and implement procedures to prevent the defect from recurring again. The CAPA case is then closed — or is it? If the same problem occurs again, the original CAPA was ineffective. Perhaps there was more than one cause. Perhaps the wrong cause was identified. How can a CAPA be made more effective, with a higher chance of success? Tools.
TOOLS IMPROVE CAPAS
The CAPA template is a method that allows the supplier to act quickly when a CAPA is opened. The template outlines the course of action to be taken. Having steps predefined allows the supplier to act quickly to prevent nonconforming products from leaving the plant and to limit the production of defective parts. There are many ways to build such a template. Below is one example:
- STEP 1: Contain the problem.
Quarantine any questionable materials, parts, and inventory to prevent additional defects from moving forward. The quarantine is implemented immediately and lasts until the scope of the issue is defined.
- STEP 2: Stop the manufacturing lines for the part.
Stop any production lines that may be involved with the nonconformity. This approach avoids the waste of labor, materials, energy, and resources on a potentially defective product. Once the origin of the problem is determined, any suspect processes can be isolated and remaining processes resumed.
An alternative approach is to continue production and take the chance that products may later need to be disposed of, if defective. Neither approach is right or wrong. Planning ahead is what allows the quick action you will determine ahead of time.
- STEP 3: Investigate the cause.
The critical part of the CAPA is analyzing and investigating why this happened. Tools are especially needed during this phase and can differentiate the effectiveness of a CAPA. The goal of the investigation is to identify the root causes, digging deeper beneath what may seem to be the obvious cause. There are many investigational tools suppliers can use to complete a proper investigation. But too often tools are not used.
Of the many different investigational tools available, the following are especially effective in the investigation phase for identifying true root causes.
CAUSE-MAPPING
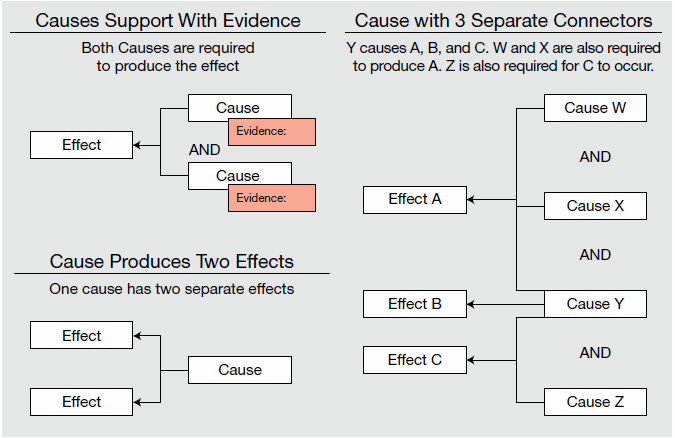
The cause-mapping tool guides you through your internal process flow while brainstorming all the possible causes of the problem. At FMI, for instance, when we use this tool, we start from the very first process step involving the subject matter expert(s) and brainstorm the possible causes. We then work through each process step downstream, repeating the brainstorming exercise until the very end of the process.
A key to success with cause-mapping is to involve the right subject matter experts for each part of the process. Used correctly, this tool produces a list of all potential causes you can then evaluate.
An example of cause-mapping output is shown in Figure 1.
FISHBONE DIAGRAM
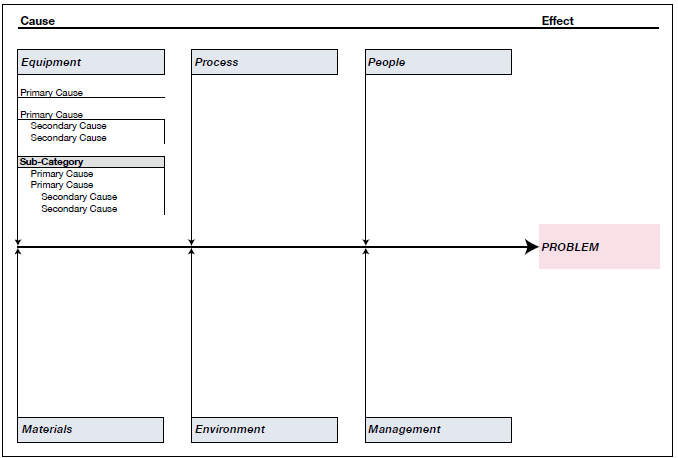
The fishbone diagram, shown in Figure 2, is another way to capture the potential causes of a nonconforming product. This tool helps you brainstorm the possible causes of the problem by category. The categories are usually broken down into six elements: equipment, process, people, material, environment, and method. Each element is then assessed to understand all potential causes. The causes, once identified, are then rated on a scale to determine what causes are critical to perform a more thorough investigation. This investigation is usually followed by a 5-Why analysis on the critical causes to then determine root cause.
5-WHY
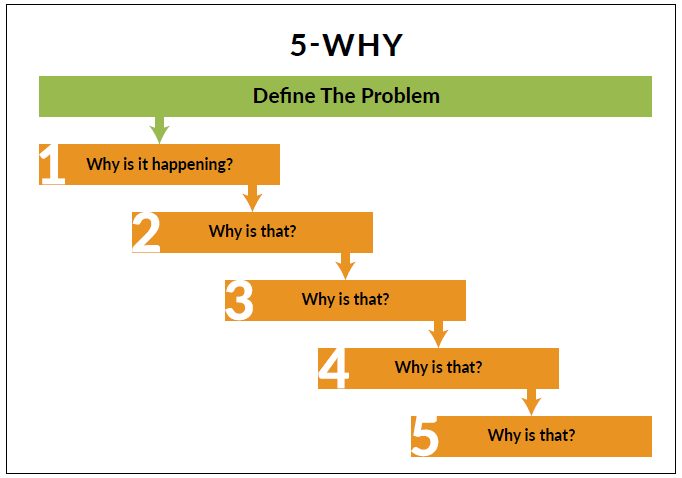
The 5-Why method helps define the root cause of a problem by asking “Why?” In the example of the scratched part, the questioning would start with, “Why was there a scratch on the part?” Each answer is the basis for the next question, as shown in the example above (Figure 3). Starting with the problem, ask why it occurred, until the root of the problem is discovered. Keep in mind there may be multiple causes of a problem. The “Why?” question needs to be repeated for each potential cause.
Using the proper tools is the secret to uncovering the true root cause in the investigation stage. The absence of tools can indicate inadequate evaluation during the investigation. For CAPA systems, the FDA does not specify exactly how the process should work. Suppliers have a lot of leeway to determine what works effectively for them. There are many ways to create an effective CAPA.
With this understanding, OEMs can review CAPA documentation to gauge the amount of time and effort supplier invests in uncovering the true root cause of nonconforming products or other quality issues. Is the supplier’s investigation documented in three sentences, or three paragraphs — or has the investigation methodically considered every possible cause for why the issue happened?
CULTURE DRIVES EMPLOYEE BEHAVIOR
As an OEM, once you know a supplier is properly certified, incorporates risk management, and has an effective CAPA program, how can you trust that quality is maintained over time?
This is where culture matters. A strong culture has the ability to drive every person in the supplier’s organization to commit to consistent delivery of customer value. For quality to be part of the culture, it cannot be thought of as a person (i.e., the quality manager) or a department (i.e., the quality department). A quality mindset starts at the top of the organization and must be adopted at all levels.
Does the supplier have the flexibility to align with your expectations?
According to FMI’s CEO, Jim Fitzgerald, “In our organization, the emphasis on quality comes in a couple of forms. I don’t think of quality as a department. I think of it as a commitment and an attitude. Embracing quality as a commitment means you recognize the measurement for quality is subjective. The simple measurement is whether or not the product meets the specifications that our customers contracted us to do. As a custom manufacturer, we have the ability to learn what is important to our customer. From there, it’s about aligning expectations and then executing against them.”
OEMs need supplier partners who are flexible enough to align with their expectations. When expectations are aligned, the supplier can prioritize internal processes such as design, business processes, and training modules to ensure delivery of quality — as defined by the OEM — consistently over time. With clear expectations from the OEM and the right processes in place to support quality, the supplier can act as an extension of the OEM to provide the performance features/functionality, appearance, documentation, and other quality attributes.
Quality is also an attitude that is set from the top of the organization and must be bought into by the whole organization. “A common misperception,” according to Fitzgerald, “is that a supplier with a quality culture works to meet a minimum standard of quality. A supplier that adopts quality as an attitude, however, capitalizes on opportunities to enhance performance — to deliver something better than the minimum standard.”
Does the supplier have the infrastructure to support strong quality?
Employees must know the value system and feel accountable. The quality policy, quality manual, and procedures provide the structure and discipline that quality auditors will seek. The strength of the infrastructure indicates whether there will be variability and discretion.
Employees should be hired, trained, and equipped to meet the quality expectations of the job. They should have a good understanding of not only how to do their job, but also why their job is important, and why it is important to do the job as defined. Employees should also have a clear understanding of the consequences of cutting corners.
Finally, the infrastructure should include measurements to provide routine feedback to employees about their performance versus quality metrics. Measurements are an opportunity to reinforce good work or identify an opportunity for improvement, whether by retraining or process improvement.
Does the organization have the discipline and rigor to produce quality devices consistently?
Work processes should be designed with rigor to limit variability. Employees should be expected to perform the work processes as defined. Employees must have the character and accountability to create the desired outcomes.
At any company, the culture is set from the top. How does the OEM know that what is stated at the top of the organization is carried through at every level? When the people in suits have finished talking about the quality systems, OEMs can walk into the manufacturing plant and ask the employees themselves.
ABOUT THE AUTHOR
Leo Gelera, Quality Manager
Leo joined FMI in March of 2012. Leo began his career in medical device manufacturing specifically working for Abbott and Baxter Healthcare. He dedicated his time to various quality roles focusing on Quality System Improvements, Regulatory Compliance, and Lean Six Sigma Disciplines. He is a Certified Lead Auditor to the International Organization for Standards specific to medical devices as well as the FDA Code of Federal Regulation Requirements. Leo brings 15 years of quality experience to FMI. He holds an Executive MBA in Risk Management from Colorado State University and is the appointed Quality Management Representative for the FMI establishment.
Click here to download the PDF version.